Sbavatura termica (TEM)
Nella sbavatura termica (TEM), il materiale da asportare viene vaporizzato dal forte calore generato da una reazione chimica. La TEM viene utilizzata in particolare per geometrie complesse, aree difficilmente accessibili o in presenza di molti fori. I bordi taglienti esterni ed interni vengono sbavati contemporaneamente nel processo. È possibile lavorare quasi tutti i materiali ossidanti. Il risultato sono bordi di foratura taglienti o leggermente arrotondati. Le dimensioni della camera di sbavatura limitano le dimensioni o la quantità del pezzo. È necessario verificare l'influenza del calore sul materiale e sulla geometria del componente.
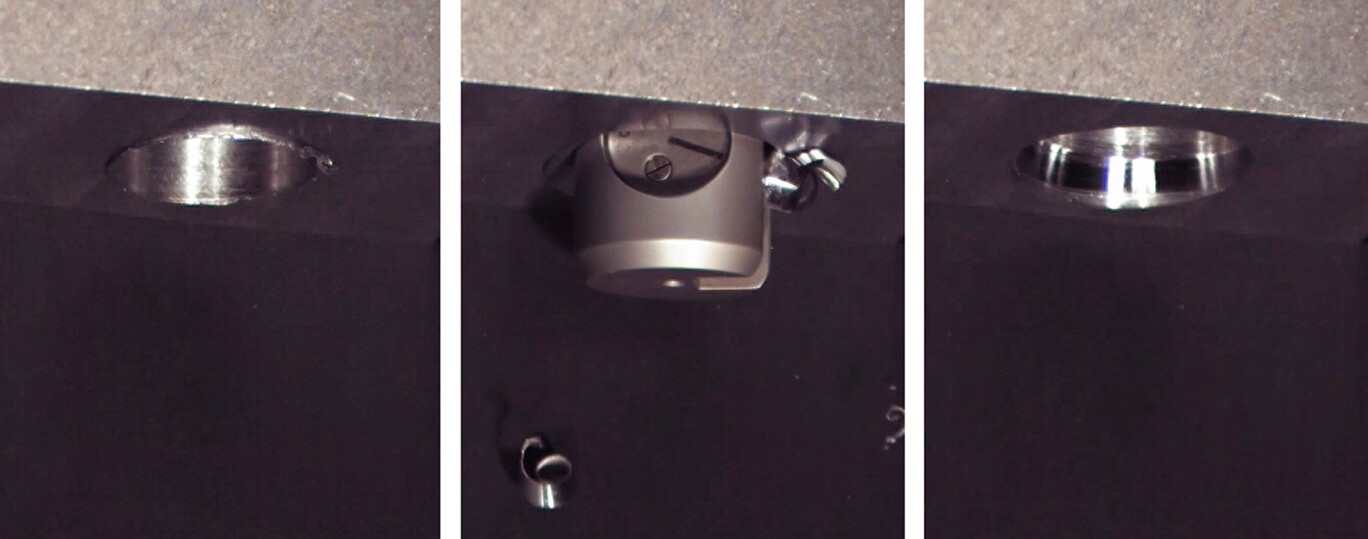
Sbavatura elettrochimica (ECM)
Nella sbavatura elettrochimica (ECM), la rimozione delle bave avviene mediante la dissoluzione anodica del metallo. Viene utilizzata per quasi tutti i metalli, anche per pezzi temprati. Poiché si tratta di un processo senza contatto con un apporto di calore molto ridotto, non c'è usura dell'utensile, nessuna formazione di bave secondarie e nessuna sollecitazione meccanica. La lunghezza massima della bava è limitata a circa 0,3 mm. Il pezzo metallico deve essere accuratamente pulito prima e dopo il trattamento.
Sbavatura con getto d'acqua ad alta pressione
Nella sbavatura con getto d'acqua ad alta pressione (HDW), più bordi e fori difficilmente accessibili vengono sbavati contemporaneamente. Un getto d'acqua viene diretto con una pressione fino a 1.000 bar sulle aree del componente da lavorare. È necessario verificare se, a causa della sollecitazione meccanica, si staccano particelle dal bordo del foro e se, a causa della rimozione solo parziale delle bandierine di bava, si creano superfici ruvide.
Sabbiatura con granulati
Nella sabbiatura con granulati, materiali come ad esempio la sabbia vengono proiettati sul bordo del foro a velocità fino a 80 m/s. Anche le aree adiacenti vengono influenzate. La pulizia dopo la sbavatura può rappresentare una sfida.
Sbavatura con spazzole
Nella sbavatura con spazzole, le bave sul pezzo vengono rimosse mediante appositi utensili a spazzola. La maneggevolezza è semplice e il campo di applicazione è ampio grazie alla varietà di varianti di utensili. I limiti per la sbavatura con spazzole risiedono in bave più grandi, materiali molto duri e punti difficilmente accessibili.